Lida casting eliminates worry for customers relying on its perfect quality.
In order to ensure the customer’s greatest interests, Lida has invested a large amount of funds and human sources to strive to make technological breakthrough, introduced casting simulation software: JSCAST and MAGMA and trained a batch of related technical personnel. Stress analysis on the customer’s casting and early warning of distortion, thermal fragment and other defects can be realized now, and corresponding measures to optimize technology design can be promptly taken. Besides, we also cooperate with Dalian University of Technology, Handan Stress Technologies Co., Ltd. and many other companies, introduce advanced and efficient detection technology and equipments to carry out stress tests on our casting, without damage, ensuring that residual stress of the casting is still in safety range after annealing.
Elaboration of Basic Principles
During solidifying and cooling process, shrinkage and phase change occur due to the temperature drop and wall unevenness. When obstructed, shrinkage and phase change will produce casting stress in the casting. The overstress will bring a lot of negative effects to the casting: distortion, cracking, increased difficulty in mechanical processing, and increased abrasion of cutting tools and so on.
Upon receiving the order from the customer, the technical personnel will first make a model with simulation software based on the design drawings of the casting, simulate placing and solidifying process, observe stress generation and its distribution, and analyze the produced data to confirm whether the design has defects concerning stress.
Case Study
Carry out simulation and analysis of a certain casting using German MAGAM.
 |
|
 |
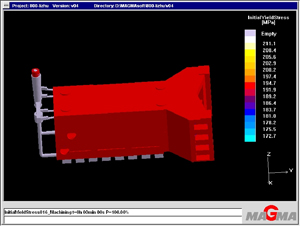
| Fig.1 |
|
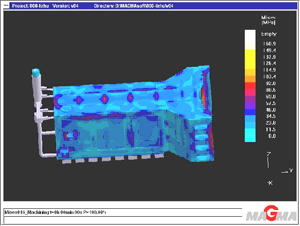
Fig.2 |
Fig.1, Yield Strength of the Casting Material at the Last Moment, shows its yield strength is around 194 MP. Fig. 2, Stress Distribution of the Casting Material at the Last Moment, shows the maximum stress value is around 130 MP, not reaching the yield strength limit of the casting. In terms of stress, it is safe.
 |
|
 |
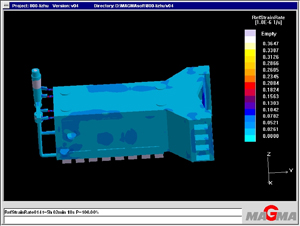
| Fig.3 |
|
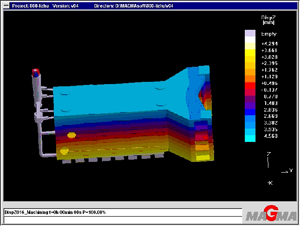
Fig.4 |
Fig. 3 shows strain rate distribution of the casting, from which we could see its strain rate varies little and sudden change of strain rate will not occur during solidification. Fig. 4 shows deformation of the casting along Z direction. It includes its own shrinkage value.
It can be concluded from the simulation analysis that: there is no strain problem from the point of technology and structure. The casting will become safer after annealing treatment.
The followings are casting strain table for various casting.
Casting type |
Elastic Mudulus (MPa) |
Casting strain (Mpa) |
Casting type |
Elastic Mudulus (MPa) |
Casting strain (Mpa) |
Alloy Cast Iron |
121870 |
106.3 |
Ductile Cast Iron |
175500 |
180.0 |
Vermicular Cast Iron |
148740 |
122.0~137.3 |
Gray Cast Iron |
87510 |
52.3 |
Annealing Technology
Annealing treatments to reduce residual stress to a safe range shall be done in order to produce safer casting and eliminate hidden danger. The effect of reducing residual stress of the casting is related with even distribution of temperature of furnaces and heat-treatment processing technology, irrelevant to the size and structure of the casting and residual stress intensity.
No matter how complex the casting structure is and how strong the original residual stress is, heat-treatment technology can be used to reduce the residual stress of the casting. Even distribution of temperature of furnaces and heat-treatment technology are critical factors to reduce stress. Even distribution of temperature at the same section in the furnaces is required. The strict control of temperature could ensure annealing technology to live up the desired expectations and guarantee high quality of the casting.
Actual Detection of Residual Stress
To further guarantee stress quality of the casting, actual detection methods are adopted to obtain the actual value of residual stress of semi-finished casting at a specified time. The obtained value is compared with simulation data from MAGMA, to judge whether casting stress matches up to MAGMA, and to judge reliability of prior simulation analysis.
Meanwhile stress of the casting after annealing will be measured, to make clear how much remains and how much is eliminated, and to guarantee its quality.
The adopted detection methods will not bring any harmful effect to the casting in operation process and can be widely applied in actual measuring of various parts and components.
|



